




1. Verifica e analisi teorica
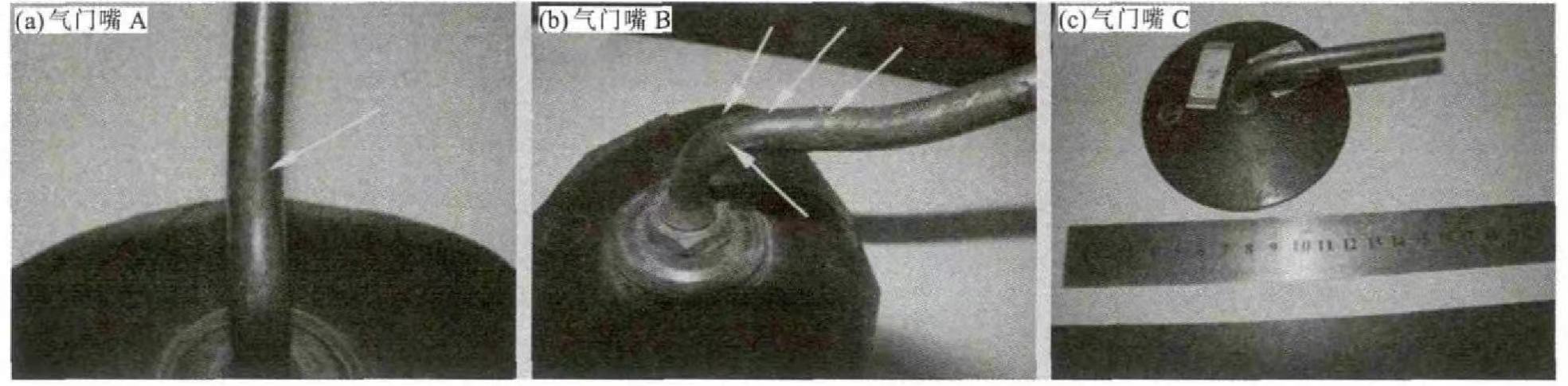
Dei 3valvole per pneumaticicampioni forniti dall'azienda, 2 sono valvole e 1 è una valvola che non è stata ancora utilizzata. Per A e B, la valvola che non è stata utilizzata è contrassegnata in grigio. Figura 1 riassuntiva. La superficie esterna della valvola A è poco profonda, la superficie esterna della valvola B è la superficie, la superficie esterna della valvola C è la superficie e la superficie esterna della valvola C è la superficie. Le valvole A e B sono ricoperte da prodotti di corrosione. Le valvole A e B presentano crepe nelle curve, la parte esterna della curva è lungo la valvola, la bocca dell'anello della valvola B è crepata verso l'estremità e la freccia bianca tra le superfici incrinate sulla superficie della valvola A è contrassegnata. Da quanto sopra, le crepe sono ovunque, le crepe sono le più grandi e le crepe sono ovunque.
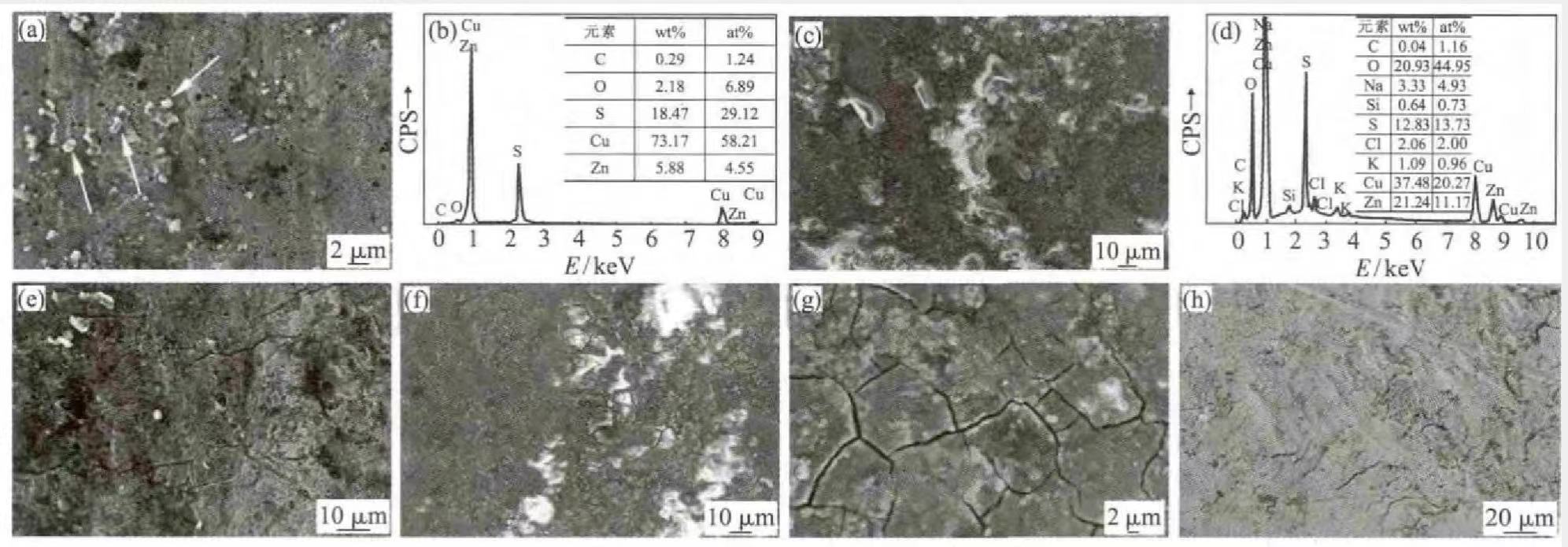
Una sezione delvalvola per pneumaticiI campioni A, B e C sono stati tagliati dalla curvatura e la morfologia superficiale è stata osservata con un microscopio elettronico a scansione ZEISS-SUPRA55, mentre la composizione della microarea è stata analizzata con EDS. La Figura 2 (a) mostra la microstruttura della superficie della valvola B. Si può notare che sulla superficie sono presenti numerose particelle bianche e brillanti (indicate dalle frecce bianche nella figura), e l'analisi EDS delle particelle bianche mostra un alto contenuto di S. I risultati dell'analisi dello spettro energetico delle particelle bianche sono mostrati nella Figura 2 (b).
Le figure 2(c) e (e) mostrano le microstrutture superficiali della valvola B. Dalla figura 2(c) si può notare che la superficie è quasi interamente ricoperta da prodotti di corrosione, e gli elementi corrosivi presenti in tali prodotti, secondo l'analisi dello spettro energetico, includono principalmente S, Cl e O. Il contenuto di S nelle singole posizioni è più elevato, e i risultati dell'analisi dello spettro energetico sono mostrati in Fig. 2(d). Dalla figura 2(e) si può osservare la presenza di microfratture lungo l'anello della valvola sulla superficie della valvola A. Le figure 2(f) e (g) mostrano le micromorfologie superficiali della valvola C. Anche la superficie è completamente ricoperta da prodotti di corrosione, e gli elementi corrosivi includono S, Cl e O, analogamente alla figura 2(e). La causa della fessurazione potrebbe essere la tensocorrosione (SCC), come indicato dall'analisi dei prodotti di corrosione sulla superficie della valvola. La Figura 2(h) mostra anche la microstruttura superficiale della valvola C. Si può notare che la superficie è relativamente pulita e la composizione chimica della superficie analizzata tramite EDS è simile a quella della lega di rame, il che indica che la valvola non è corrosa. Confrontando la morfologia microscopica e la composizione chimica delle tre superfici delle valvole, si evince la presenza di agenti corrosivi come S, O e Cl nell'ambiente circostante.
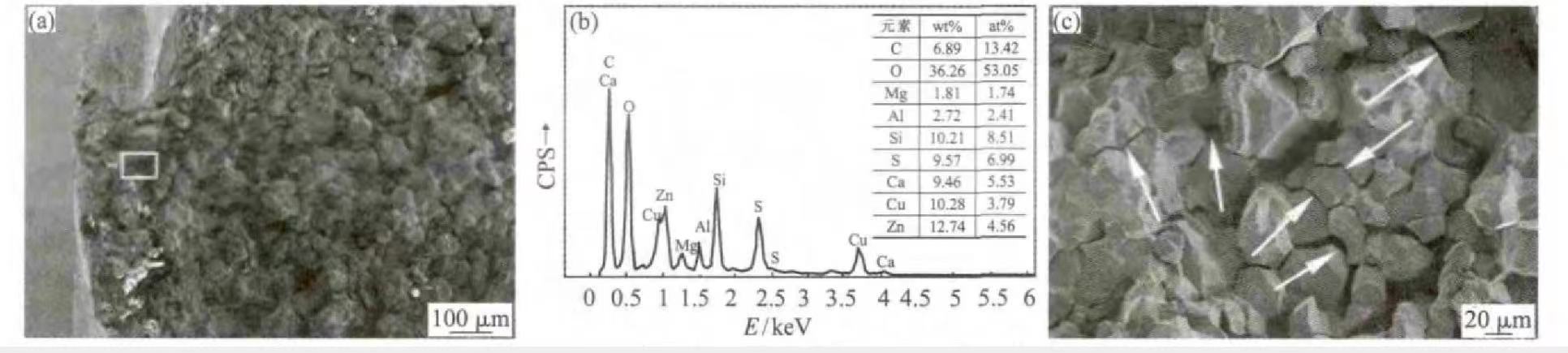
La fessura della valvola B è stata aperta tramite una prova di flessione ed è stato riscontrato che la fessura non attraversava l'intera sezione trasversale della valvola, ma si apriva sul lato della curvatura posteriore e non sul lato opposto. L'ispezione visiva della frattura mostrava un colore scuro, indicativo di corrosione, e alcune parti della frattura presentavano una colorazione scura, segno di una corrosione più grave in tali zone. La frattura della valvola B è stata osservata al microscopio elettronico a scansione, come mostrato in Figura 3. La Figura 3 (a) mostra l'aspetto macroscopico della frattura della valvola B. Si può notare che la frattura esterna, in prossimità della valvola, è ricoperta da prodotti di corrosione, a conferma della presenza di un ambiente corrosivo. Secondo l'analisi dello spettro energetico, i componenti chimici del prodotto di corrosione sono principalmente S, Cl e O, con concentrazioni relativamente elevate di S e O, come mostrato in Figura 3 (b). Osservando la superficie di frattura, si è constatato che la propagazione della fessura segue la direzione cristallina. Osservando la frattura a ingrandimenti maggiori, si possono notare anche numerose cricche secondarie, come mostrato nella Figura 3(c). Le cricche secondarie sono indicate con frecce bianche nella figura. I prodotti di corrosione e le modalità di propagazione delle cricche sulla superficie di frattura mostrano ancora una volta le caratteristiche della tensocorrosione.
La frattura della valvola A non è stata aperta, rimuovere una sezione della valvola (inclusa la posizione della fessura), levigare e lucidare la sezione assiale della valvola e utilizzare una soluzione di Fe Cl3 (5 g) + HCl (50 mL) + C2H5OH (100 mL) è stata incisa e la struttura metallografica e la morfologia di crescita della fessura sono state osservate con un microscopio ottico Zeiss Axio Observer A1m. La Figura 4 (a) mostra la struttura metallografica della valvola, che è una struttura bifasica α+β, e β è relativamente fine e granulare e distribuito sulla matrice della fase α. I modelli di propagazione della fessura nelle fessure circonferenziali sono mostrati nella Figura 4 (a), (b). Poiché le superfici della fessura sono riempite di prodotti di corrosione, lo spazio tra le due superfici della fessura è ampio ed è difficile distinguere i modelli di propagazione della fessura. fenomeno di biforcazione. Molte crepe secondarie (contrassegnate con frecce bianche nella figura) sono state osservate anche su questa crepa primaria, vedi Fig. 4(c), e queste crepe secondarie si sono propagate lungo la grana. Il campione di valvola inciso è stato osservato al SEM, e si è scoperto che c'erano molte microfratture in altre posizioni parallele alla crepa principale. Queste microfratture si originavano dalla superficie e si espandevano verso l'interno della valvola. Le crepe presentavano una biforcazione e si estendevano lungo la grana, vedi Figura 4 (c), (d). L'ambiente e lo stato di stress di queste microfratture sono quasi gli stessi di quelli della crepa principale, quindi si può dedurre che anche la forma di propagazione della crepa principale è intergranulare, il che è confermato anche dall'osservazione della frattura della valvola B. Il fenomeno di biforcazione della crepa mostra ancora una volta le caratteristiche della tensocorrosione della valvola.
2. Analisi e discussione
In sintesi, si può dedurre che il danno alla valvola è causato da tensocorrosione indotta da SO2. La tensocorrosione generalmente richiede il soddisfacimento di tre condizioni: (1) materiali sensibili alla tensocorrosione; (2) mezzo corrosivo sensibile alle leghe di rame; (3) determinate condizioni di stress.
Si ritiene generalmente che i metalli puri non siano soggetti a tensocorrosione, mentre tutte le leghe ne sono suscettibili in misura variabile. Per quanto riguarda l'ottone, si ritiene generalmente che la struttura bifasica presenti una maggiore suscettibilità alla tensocorrosione rispetto alla struttura monofasica. In letteratura è stato riportato che, quando il contenuto di zinco nell'ottone supera il 20%, la suscettibilità alla tensocorrosione aumenta, e che tale suscettibilità è proporzionale al contenuto di zinco. La struttura metallografica dell'ugello del gas in questo caso è una lega bifasica α+β, con un contenuto di zinco di circa il 35%, ben superiore al 20%, il che la rende altamente sensibile alla tensocorrosione e le permette di soddisfare le condizioni necessarie per la formazione di cricche da tensocorrosione.
Per i materiali in ottone, se non si esegue una ricottura di distensione dopo la deformazione a freddo, si verificherà corrosione sotto sforzo in presenza di condizioni di stress e ambienti corrosivi adeguati. Lo sforzo che causa la fessurazione da corrosione sotto sforzo è generalmente uno sforzo di trazione locale, che può essere dovuto a sollecitazione applicata o a sollecitazione residua. Dopo il gonfiaggio del pneumatico del camion, si genera uno sforzo di trazione lungo l'asse della valvola a causa dell'alta pressione, che provoca cricche circonferenziali nella valvola stessa. Lo sforzo di trazione causato dalla pressione interna del pneumatico può essere calcolato semplicemente secondo la formula σ = p R/2t (dove p è la pressione interna del pneumatico, R è il diametro interno della valvola e t è lo spessore della parete della valvola). Tuttavia, in generale, lo sforzo di trazione generato dalla pressione interna del pneumatico non è molto elevato, pertanto è necessario considerare l'effetto delle sollecitazioni residue. Le posizioni delle cricche sulle valvole di erogazione del gas si trovano tutte nella curvatura posteriore, ed è evidente che la deformazione residua in quella zona è elevata, con conseguente presenza di uno sforzo di trazione residuo. In realtà, in molti componenti pratici in lega di rame, la tensocorrosione è raramente causata dalle sollecitazioni di progetto, e nella maggior parte dei casi è dovuta a tensioni residue che non vengono rilevate e vengono ignorate. In questo caso, nella parte posteriore della valvola, la direzione della sollecitazione di trazione generata dalla pressione interna del pneumatico coincide con la direzione della tensione residua, e la sovrapposizione di queste due sollecitazioni crea le condizioni di sollecitazione per la tensocorrosione.
3. Conclusioni e suggerimenti
Conclusione:
La rottura delvalvola per pneumaticiè causato principalmente dalla tensocorrosione provocata dall'SO2.
Suggerimento
(1) Tracciare la fonte del mezzo corrosivo nell'ambiente circostantevalvola per pneumaticie cercare di evitare il contatto diretto con l'ambiente corrosivo circostante. Ad esempio, è possibile applicare uno strato di rivestimento anticorrosivo sulla superficie della valvola.
(2) La tensione di trazione residua della lavorazione a freddo può essere eliminata mediante processi appropriati, come la ricottura di distensione dopo la piegatura.
Data di pubblicazione: 23 settembre 2022
