




DEFINIZIONE:
Dado ruotaÈ un dado, un elemento di fissaggio che viene avvitato insieme a un bullone o una vite. È un componente che deve essere utilizzato in tutte le macchine di produzione, a seconda del materiale, acciaio al carbonio, acciaio inossidabile, metallo non ferroso, ecc.
Tipo:
un dado è una parte che collega strettamente tra loro le apparecchiature meccaniche mediante filettature all'interno, dadi e bulloni con le stesse specifiche, ad esempio, il dado M4-P0.7 può essere collegato solo con il bullone della serie M4-P0.7; i prodotti n sono uguali, ad esempio, un dado da 1/4-20 può essere abbinato solo a una vite da 1/4-20.
Principio anti-allentamento:
Il controdado DISC-LOCK è composto da due parti, ciascuna con una camma interlacciata. Grazie al design interno del cuneo, l'angolo di inclinazione è maggiore dell'angolo del dado del bullone, quindi la combinazione è saldamente sigillata a formare un tutt'uno. In caso di vibrazione, le sporgenze del controdado DISC-LOCK si muovono tra loro producendo una tensione di sollevamento, ottenendo così un effetto di bloccaggio perfetto.
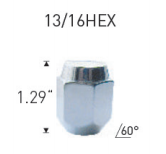
Controdado:
Scopo: bloccaggio di giunti filettati o altri raccordi per tubi.
Il principio di funzionamento del dado è quello di utilizzare l'attrito tra il dado e ilbullonePer l'autobloccaggio. Tuttavia, l'affidabilità di questo autobloccaggio si riduce sotto carico dinamico. In alcune occasioni importanti adotteremo misure anti-allentamento per garantire l'affidabilità del bloccaggio del dado. Il dado di bloccaggio è una delle misure per prevenire l'allentamento.
Esistono inoltre tre tipi di dadi di bloccaggio:
Il primo metodo consiste nell'utilizzare due dadi identici per avvitare lo stesso bullone e aggiungere un momento di serraggio tra i due dadi per rendere affidabile il collegamento del bullone.
Il secondo è uno speciale dado anti-allentamento, necessario e utilizzabile con una guarnizione anti-allentamento. Lo speciale dado anti-allentamento non è un dado esagonale, ma un dado a sezione media, con tre, quattro, sei o otto tacche sulla circonferenza. Queste tacche sono il punto di partenza dell'utensile di serraggio, e servono anche per l'inserimento della guarnizione anti-allentamento nella bocca.
Il terzo metodo consiste nel praticare un foro filettato dalla superficie esterna del dado alla sua superficie interna, che viene utilizzato per avvitare una vite a testa svasata di piccolo diametro. I dadi di bloccaggio di qualità migliore disponibili sul mercato presentano dei blocchi di rame sulla superficie interna rotonda del dado, che sono coerenti con la filettatura del dado di bloccaggio e vengono utilizzati per evitare i danni causati dal contatto diretto tra la vite radiale e la filettatura bloccata. Il dado di bloccaggio viene applicato gradualmente al bloccaggio dell'estremità dell'albero di parti mobili rotanti, come ad esempio il cuscinetto antiallentamento all'estremità di montaggio della vite a sfere.
Il secondo metodo è più affidabile del primo, ma la struttura è relativamente complessa. Rispetto ai primi due, la terza campana presenta i vantaggi di un migliore effetto anti-allentamento, una struttura più semplice ed esteticamente più gradevole e dimensioni assiali più ridotte.
Dado di inserimento pieghevole:
Produzione di dadi in rame con filo goffrato di vario tipo. I dadi in rame zigrinati con cui entriamo in contatto quotidianamente sono tutti lavorati da torni automatici di precisione. Lo standard di riferimento per i dadi in rame zigrinati con inserto proviene da GB/T809.
Il principale metodo di lavorazione del dado zigrinato in rame è lo stampaggio a iniezione. Dopo il riscaldamento, può essere incorporato nel componente in plastica o iniettato direttamente nello stampo. Se lo stampo viene utilizzato per lo stampaggio a iniezione, il punto di fusione di PA/NYLOY/PET è superiore a 200 °C; la temperatura del dado incorporato aumenta rapidamente dopo la fusione a caldo nel componente in plastica. Dopo lo stampaggio a iniezione, il corpo in plastica si raffredda rapidamente, cristallizzando e indurendo. Se la temperatura del dado incorporato è ancora elevata, è possibile colare finché il dado in rame non entra in contatto con il componente in plastica e inizia ad allentarsi o rompersi. Pertanto, nello stampaggio a iniezione del dado incorporato, viene utilizzato il dado in rame al posto del dado in acciaio al carbonio.
Esistono due modi per formare il motivo esterno del dado di rame incorporato: uno è quello di utilizzare la materia prima di rame per disegnare il motivo e poi produrlo sull'attrezzatura superiore, l'altro è l'uso di materiale di rame rotondo direttamente nel processo di produzione durante la goffratura del bordo maschiato, tale lavorazione può produrre un numero di dadi di rame zigrinati di dimensioni non standard, la forma della goffratura dei dadi di rame incorporati può essere scelta dall'utente, come maglia, goffratura a otto, goffratura a spina di pesce e altri motivi di rotolamento.

.png)
Data di pubblicazione: 22 marzo 2023
